聯(lián)係(xì)羞羞视频在线播放免费(lì)

18602088061
聯係人:潘工(gōng)
傳真:0769-81838018
郵箱:jin.fu-01@163.com
地址:東莞市(shì)石碣鎮四村雅苑路 11號
CNC加工中刀具補償的問題
- 來源:admin
- 發(fā)布日期:2018-12-18
- 瀏覽:
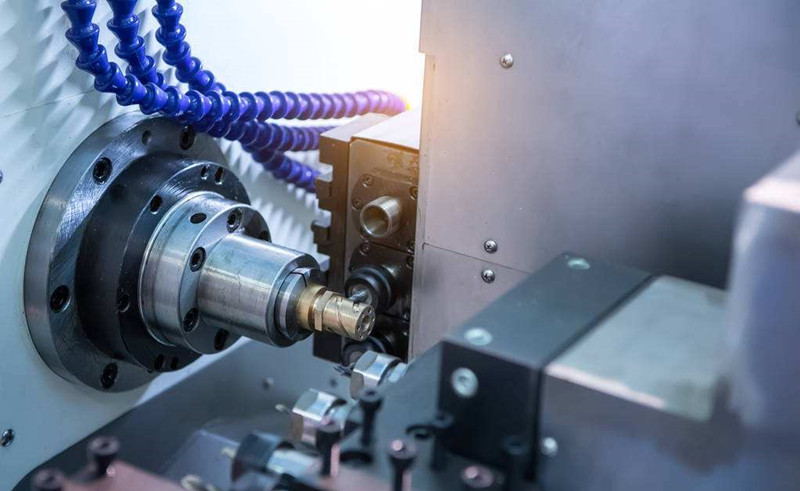
一般CNC加工通常是(shì)指精密機械加工、CNC加工車床、CNC加工銑床、CNC加工鏜銑床等。CNC加工具備(bèi)的原(yuán)則(zé):簡化加工程序;CNC加工具備的優點:加工質量穩定,加工精度高;CNC的具備的優勢:CNC加工路線的確定。
CNC加工(CNC Machining) 數控加工是指用數控的加工工具(jù)進行的加工。CNC指數控機床由數(shù)控加工語言進(jìn)行編程控製(zhì),通常為G代碼。數控加工(gōng)G代碼語(yǔ)言告訴數控機床的加(jiā)工刀具采用何種笛卡爾位置坐標,並控製刀具的進給速度和主軸轉速,以及工具變換器、冷卻劑等功能。
在cnc加工(gōng)中心(xīn)進行數控(kòng)加工時,由於刀具磨損、重磨(mó)或者更換新刀時,編製的加工程序中有(yǒu)關刀具的參數會發(fā)生變化,其刀具運行軌跡會發生(shēng)變化,如不及時進行調整會影響工件最終的加工精度。如重新計算刀心軌(guǐ)跡(jì),並修改程序(xù)。這樣不僅耗時費力而且錯誤率極高,最便捷的方法調(diào)用CNC數控係統的刀具半徑補償功能,工(gōng)件編程時我們隻需要根據工(gōng)件的輪廓編製加工程序,係統會自動計算刀(dāo)心軌跡,使刀具偏離工件輪廓(kuò)一個半徑值。即使在刀具參數發生(shēng)變化是,隻需更改具體的刀具參數,無需更改整個加工程序(xù)。這極大的提高了加工中心的加工效率。
一、關於刀具半徑補償的建立、撤銷
簡單來說,刀具半徑補償分為刀具半徑左(zuǒ)補償和右補償兩種。分別用G41和(hé)G42進(jìn)行定(dìng)義。沿刀具前進方向當刀(dāo)具(jù)中心軌跡位於零(líng)件輪廓右邊時,稱為刀具半徑右補償;反之稱為刀具半徑左補(bǔ)償。
1、刀具半徑補(bǔ)償的建立
刀具半(bàn)徑補償的建立是在刀(dāo)具從起刀點以進給速度接近工件時,刀具中心軌跡從與編程軌跡重合過渡到與編程軌跡偏離一個刀具半徑值的(de)過程。由G41進行刀(dāo)具半徑(jìng)左補償;由G42進行刀具(jù)半徑右補償。
2、刀具半徑補償的取消
刀具半徑補償的取消與建立刀具半徑補償的過程(chéng)類似,在工件最後(hòu)一段刀具半徑補償軌跡加工完成後,刀具撤離工件,回到退刀點,在這個過程中應取消刀(dāo)具半徑補償,其指令用G40進行定義。退刀點也應(yīng)位(wèi)於零件輪廓之外,距離加工零件輪廓退出點(diǎn)較近,可以與起刀點相同,當然也可以不相同。
二、關於(yú)CNC加工刀具半徑補償輸入時(shí)的注意事項
刀具半(bàn)徑(jìng)補(bǔ)償量的變化一般在(zài)加工中心(xīn)加工一段時間後出現。對連續的程序段,當刀具半徑補償量變化時,某一程序段(duàn)終點的矢量要用該程序(xù)段指定的刀具補償量進行計算。
在進行數(shù)控程序的編製時,一般我(wǒ)們把刀具的半(bàn)徑補(bǔ)償量在補償代碼中輸入為正值,如果把刀具半徑補償量設為負值時,在(zài)走刀軌跡方向不變的情況下,則相當於把數控程序中(zhōng)的補償位置指令,G41和G42互換,有可能(néng)出現加(jiā)工(gōng)中心原(yuán)本進行工件外側的加工(gōng)變為內側加工,出現意想不到的問(wèn)題(tí),所以半徑補償輸入時一定要注意著兩種補償方向的設置。
推薦資訊/ RECOMMENDED NEWS

- 東莞鈑金加工廠家:粗略(luè)的費(fèi)用估 2018-05-31
- 數控衝床加工主傳動的配置方式以 2018-11-05
- 東莞鈑金加工廠家淺析鈑金加工 2018-03-20
- CNC加工的注意事項(xiàng)需牢記 2019-03-04
- 東(dōng)莞鈑金加工廠家:鈑金機箱加工(gōng) 2018-06-04
- 東莞cnc加工的標準以及刀具選擇的 2018-12-18
- 五金加工操作(zuò)步驟 2017-12-26
- 東莞cnc加工的調整以及cnc加工的過(guò) 2018-12-18
- CNC工裝夾(jiá)治具加工中夾具的類別有 2019-03-05
- 東莞鈑金(jīn)加工廠家:聊聊鈑金加(jiā)工 2018-06-09
